Nuestras máquinas de soldar HIZO 215MP se adaptan automaticamente al voltaje de entrada, permitiendo trabajar en corriente monofásica de 110V a 230V garantizando un rendimiento óptimo en diversas condiciones de energía
Tecnología ac/dc
Pulsado
Sinérgica
Conexión spool Gun
Porta Carrete 5Kg
Guarda y carga parámetros
Protección por pérdida de fase
Sistema de control MCU
Protección en caso de variación de voltaje de alimentación hasta 275V
Activa el ventilador del equipo solo si es necesario, reduciendo el ruido y uso de energía.
A prueba de humedad salinidad y corrosión
Sistema de control MCU
Sistema de Arrastre
Rodillo de alimentación de alambre
U 0.8 – 1.0 U 1.0 – 1.2 V 0.6 – 0.8 V 0.8 – 1.0
V 1.0 – 1.2 K 0.6 – 0.8 K 0.8 – 1.0 K 1.0 – 1.2
Parámetros
Alimentación (VAC)
1~ 110 ± 10%
1~ 230 ± 10%
Frecuencia (Hz)
50/60
Proceso
GMAW
GTAW
SMAW
GMAW
GTAW
SMAW
DC
AC
DC
AC
DC
DC
AC
DC
AC
DC
Corriente de entrada nominal (A)
35.7
35.3
34.5
37.6
39.4
26.8
22.2
21.5
28.6
30.7
Potencia de entrada nominal (KW)
3.91
3.87
3.79
4.12
4.32
6.16
5.1
4.94
6.56
7.04
Rango de amperaje (A)
30~140
10~160
10~130
30~200
10~200
Voltaje en vacío (V)
72
67
10.4
72
67
10.4
Ciclo de trabajo (40°C 10min)
100A 60%
115A 60%
85A 60%
145A 60%
80A 100%
90A 100%
65A 100%
110A 100%
Diámetro de alambre (mm)
Fe: 0.6 ~ 1.0
SS: 0.8 ~ 1.0
Flux-Cored: 0.6 ~ 1.0
Al: 1.2
Factor de potencia (%)
0.99
Clase de protección
IP21S
Dimensiones (mm)
Largo:630 Ancho:240 Alto:420
Peso neto(Kg)
20
ALIMENTACIÓN 1~ 110 ± 10%
Alimentación (VAC)
1~ 110 ± 10%
Frecuencia (Hz)
50/60
Proceso
GMAW
GTAW
SMAW
DC
AC
DC
AC
DC
Corriente de entrada nominal (A)
35.7
35.3
34.5
37.6
39.4
Potencia de entrada nominal (KW)
3.91
3.87
3.79
4.12
4.32
Rango de amperaje (A)
30~140
10~160
10~130
Voltaje en vacío (V)
72
67
10.4
Ciclo de trabajo (40°C 10min)
100A 60%
115A 60%
85A 60%
80A 100%
90A 100%
65A 100%
Diámetro de alambre (mm)
Fe: 0.6 ~ 1.0
SS: 0.8 ~ 1.0
Flux-Cored: 0.6 ~ 1.0
Al: 1.2
Factor de potencia (%)
0.99
Clase de protección
IP21S
Dimensiones (mm)
Largo:630 Ancho:240 Alto:420
Peso neto(Kg)
20
ALIMENTACIÓN 1~ 230 ± 10%
Alimentación (VAC)
1~ 230 ± 10%
Frecuencia (Hz)
50/60
Proceso
GMAW
GTAW
SMAW
DC
AC
DC
AC
DC
Corriente de entrada nominal (A)
26.8
22.2
21.5
28.6
30.7
Potencia de entrada nominal (KW)
6.16
5.1
4.94
6.56
7.04
Rango de amperaje (A)
30~200
10~200
Voltaje en vacío (V)
72
67
10.4
Ciclo de trabajo (40°C 10min)
145A 60%
110A 100%
Diámetro de alambre (mm)
Fe: 0.6 ~ 1.0
SS: 0.8 ~ 1.0
Flux-Cored: 0.6 ~ 1.0
Al: 1.2
Factor de potencia (%)
0.99
Clase de protección
IP21S
Dimensiones (mm)
Largo:630 Ancho:240 Alto:420
Peso neto(Kg)
20
Panel de Control
1. Botón de modo de soldadura: SMAW DC, SMAW AC, TIG HF, TIG Lift, MIG Manual o MIG Sinérgico. 2. Botón de modo de gatillo 2T o 4T. 3. Botón JOB: Mantén presionado por 3 segundos para abrir el programa JOB y por 1 segundo para guardar los parámetros en un número JOB. 4. Botón del sistema SYN: Presiónalo para seleccionar el material del alambre, el diámetro del alambre y el tipo de gas.
5. Botón de verificación de aire: Presiónalo para comprobar si la máquina no está conectada al aire o si el paso del gas no es fluido. 6. Botón de alimentación manual de alambre. 7. Botón de función: Presiónalo para seleccio- nar parámetros o ingresar a la interfaz de funciones. 8. Perilla de parámetros L: Presiónala para seleccionar parámetros y gírala para ajus- tar valores, como la corriente de soldadura. En la interfaz de funciones, gírala para seleccionar parámetros. 9. Perilla de parámetros R: Presiónala para seleccionar parámetros y gírala para ajustar valores.
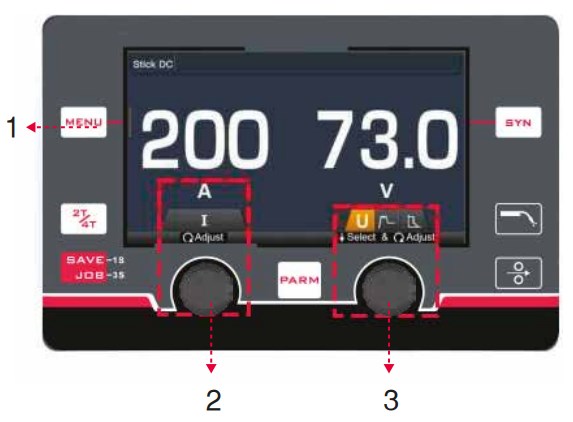
Panel en modo SMAW AC/DC
1. Botón de modo de soldadura: Presiónalo para seleccionar el modo de soldadura Stick DC o Stick AC. 2. Perilla de parámetros L: Gírala para ajustar la corriente de soldadura. 3. Perilla de parámetros R: Presiónala para seleccionar Hot Start o Arc Force y gírala para ajustar los valores.
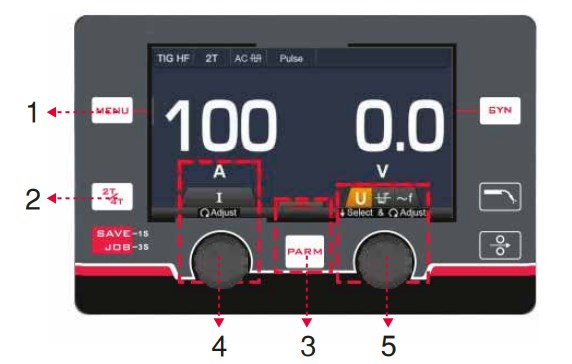
Panel en modo GTAW (HF/LIFT)
1. Botón de modo de soldadura: Presiónalo para ingresar al modo de soldadura TIG HF o TIG Lift. 2. Botón de modo de gatillo 2T o 4T. 3. Botón de función para ingresar a la interfaz de funciones. 4. Perilla de parámetros L: Gírala para ajustar la corriente de soldadura. En la interfaz de funciones, gírala para seleccionar paráme- tros como el modo de gatillo y el tiempo de Post Flow.
5. Perilla de parámetros R: Gírala para selec- cionar el Balance de AC (-5~5) o la Fre- cuencia de AC (50~250Hz) y ajustala girándola. (Disponible solo en modo AC). En la interfaz de funciones, gírala para seleccionar parámetros como el modo de gatillo y el tiempo de Post Flow.
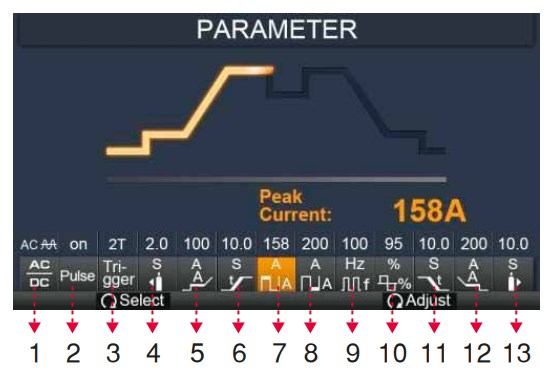
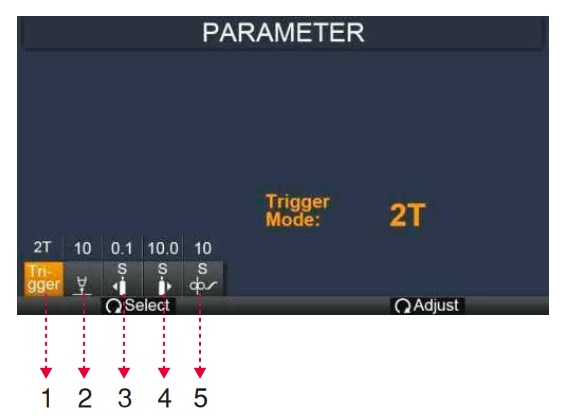
Interfas de funciones GTAW
1. Forma de onda de salida DC o AC. 2. Modo de pulso ON/OFF 3. Modo de gatillo: 2T/4T/ Spot welding. 4. Pre Flujo: 0~2 s. 5. Corriente inicial: 10~200 A. 6. Rampa de subida: 0~10 s. 7. Corriente pico: 10~200 A.
8. Corriente base: 10~200 A 9. Frecuencia de pulso: 0.5~999 Hz 10. Ciclo de trabajo: 5~95% 11. Rampa de bajada: 0~10 s. 12. Corriente final: 10~200 A. 13. Post Flujo: 0~10 s.
Interfas GTAW SPOT WELDING
1. Forma de onda de salida DC o AC. 2. Modo de pulso ON/OFF 3. Pre Flujo: 0.1~2 s. 4. Corriente de soldadura: 10~200 A. 5. Tiempo on: 0.2~1 s. 6. Tiempo off: 0~10 s. 7. Post Flujo: 0.1~10 s.
Panel en modo GMAW
1. Botón de modo de soldadura para seleccio- nar el modo de soldadura MIG Manual. 2. Botón de modo de gatillo 2T o 4T. 3. Botón de función. 4. Perilla de parámetros L: Gíra para ajustar la velocidad de alimentación del alambre. En la interfaz de funciones, gírala para seleccionar parámetros como Pre Flujo y Post Flujo.
5. Perilla de parámetros R: Presiónala para seleccionar el voltaje de soldadura o la inductancia. Gírala para ajustar el valor. 6. Botón de verificación de aire. 7. Botón de alimentación manual de alambre.
Interfas de funciones GMAW
1. Modo de gatillo: 2T o 4T. 2. Burnback: 0~10. 3. Pre Flow: 0.1~10 s. 4. Post Flow: 0.1~10 s. 5. Alimentación lenta (Slow Feed): 0~10. 6. Spool Gun off/on.
Panel en modo GMAW SYN
1. Botón de modo de soldadura: Presiónalo para seleccionar el modo de soldadura MIG SINÉRGICO (MIG SYN). 2. Botón de modo de gatillo: Presiónalo para seleccionar el modo de gatillo 2T o 4T. 3. Botón del sistema SYN: Presiónalo para ingresar al ajuste SYN. Usa la perilla de parámetros R para seleccionar el material del alambre, el diámetro del alambre y el gas de protección. 4. Botón de función: Presiónalo para ingresar a la interfaz de funciones.
5. Perilla de parámetros L: Gírala para ajustar la velocidad de alimentación del alambre. En la interfaz de funciones, gírala para seleccionar parámetros como Pre Flow y Post Flow. 6. Perilla de parámetros R: Presiónala para seleccionar el voltaje de soldadura o la inductancia. Gírala para ajustar el valor. En el ajuste SYN, gírala para seleccionar y presiónala para confirmar. 7. Botón de verificación de aire 8. Botón de alimentación manual de alambre
Interfas de funciones GMAW SYN
1. Modo de gatillo: 2T o 4T. 2. Burnback: 0~10. 3. Pre Flow: 0.1~10 s. 4. Post Flow: 0.1~10 s. 5. Alimentación lenta (Slow Feed): 0~10.
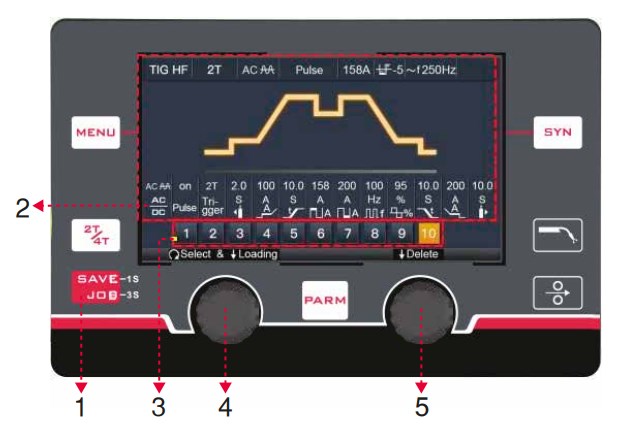
Interfas JOB
1. Botón JOB: Mantén presionado por 3 segundos para ingresar a los programas JOB y por 1 segundo para guardar los parámetros. 2. Pantalla de parámetros: Muestra todos los parámetros seleccionados y configurados. 3. Pantalla de número JOB: Indica el número del programa JOB seleccionado.
4. Perilla de parámetros L: Gírala para seleccionar el número de programa JOB y presiónala para cargar el programa seleccionado. 5. Perilla de parámetros R: Gírala para cambiar de página y presiónala para eliminar los parámetros.
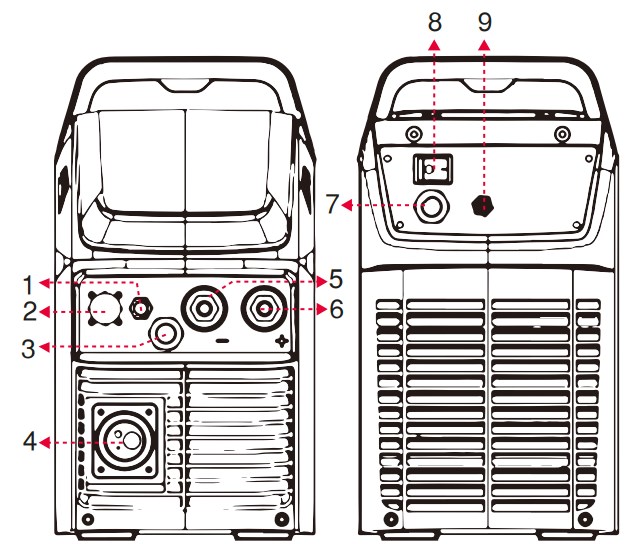
1. Conector de gas de la antorcha TIG. 2. Conector de 9 pines. 3. Conexión para cambio de polaridad. 4. Conector euro para antorcha MIG. 5. Salida (-). 6. Salida (+). 7. Cable de alimentación de entrada. 8. Interruptor de encendido. 9. Conector de entrada de gas.