Nuestras máquinas de soldar HIZO 500MP se adaptan automaticamente al voltaje de entrada, permitiendo trabajar en corriente monofásica de 230V y en trifásica de 230V a 600V, garantizando un rendimiento óptimo en diversas condiciones de energía
Porta Carrete 20Kg
Protección por pérdida de fase
Sistema de control MCU
Multivoltaje
Sinérgica
Conexión spool Gun
Protección en caso de variación de voltaje de alimentación hasta 275V
Activa el ventilador del equipo solo si es necesario, reduciendo el ruido y uso de energía.
A prueba de humedad salinidad y corrosión
Amigable con generadores
Sistema de Arrastre
Rodillo de alimentación de alambre
U 1.0 – 1.2 U 1.2 – 1.6 V 0.6 – 0.8 V 0.8 – 1.0 V 1.0 – 1.2
V 1.0 – 1.6 K 0.8 – 1.0 K 1.0 – 1.2 K 1.2 – 1.6
Parámetros
Alimentación (VAC)
1~ 230 ± 10%
3~ 230 ± 10%
3~ 400/600 ± 10%
Frecuencia (Hz)
50/60
50/60
50/60
Proceso
GMAW/FCAW
GTAW
SMAW
GMAW/FCAW
GTAW
SMAW
GMAW/FCAW
GTAW
SMAW
Corriente de entrada nominal (A)
34.2
25.9
38.3
28.7
22.2
31.5
24.5
20
24.8
Potencia de entrada nominal (KW)
7.85
5.95
8.77
11.4
8.8
12.5
25.1
20.9
25.7
Rango de amperaje (A)
30 ~ 250
10 ~ 250
30~320
10~320
30~500
10~250
Voltaje en vacío (V)
77
106
Ciclo de trabajo (40°C 10min)
250A 60%
320A 60%
500A 60%
195A 100%
250A 100%
390A 100%
Diámetro de alambre (mm)
Fe: 0.9 ~ 1.6
SS: 0.8 ~ 1.6
Flux-Cored: 0.6 ~ 1.6
Al Mg: 1.0 ~ 1.6
Clase de protección
89
Eficiencia (%)
0.9
Dimensiones (mm)
IP23S
Peso neto(Kg)
Largo:710 Ancho:265 Alto:490
Factor de potencia (%)
36
ALIMENTACIÓN MONOFÁSICA
Alimentación (VAC)
1~ 230 ± 10%
Frecuencia (Hz)
50/60
Proceso
GMAW/FCAW
GTAW
SMAW
Corriente de entrada nominal (A)
34.2
25.9
38.3
Potencia de entrada nominal (KW)
7.85
5.95
8.77
Rango de amperaje (A)
30 ~ 250
10 ~ 250
Voltaje en vacío (V)
77
Ciclo de trabajo (40°C 10min)
250A 60%
195A 100%
Diámetro de alambre (mm)
Fe: 0.9 ~ 1.6
SS: 0.8 ~ 1.6
Flux-Cored: 0.6 ~ 1.6
Al Mg: 1.0 ~ 1.6
Clase de protección
89
Eficiencia (%)
0.9
Dimensiones (mm)
IP23S
Peso neto(Kg)
Largo:710 Ancho:265 Alto:490
Factor de potencia (%)
36
ALIMENTACIÓN TRIFÁSICA 230VAC
Alimentación (VAC)
3~ 230 ± 10%
Frecuencia (Hz)
50/60
Proceso
GMAW/FCAW
GTAW
SMAW
Corriente de entrada nominal (A)
28.7
22.2
31.5
Potencia de entrada nominal (KW)
11.4
8.8
12.5
Rango de amperaje (A)
30~320
10~320
Voltaje en vacío (V)
77
Ciclo de trabajo (40°C 10min)
320A 60%
250A 100%
Diámetro de alambre (mm)
Fe: 0.9 ~ 1.6
SS: 0.8 ~ 1.6
Flux-Cored: 0.6 ~ 1.6
Al Mg: 1.0 ~ 1.6
Clase de protección
89
Eficiencia (%)
0.9
Dimensiones (mm)
IP23S
Peso neto(Kg)
Largo:710 Ancho:265 Alto:490
Factor de potencia (%)
36
ALIMENTACIÓN TRIFÁSICA 400/600 VAC
Alimentación (VAC)
3~ 400/600 ± 10%
Frecuencia (Hz)
50/60
Proceso
GMAW/FCAW
GTAW
SMAW
Corriente de entrada nominal (A)
24.5
20
24.8
Potencia de entrada nominal (KW)
25.1
20.9
25.7
Rango de amperaje (A)
30~500
10~250
Voltaje en vacío (V)
106
Ciclo de trabajo (40°C 10min)
500A 60%
390A 100%
Diámetro de alambre (mm)
Fe: 0.9 ~ 1.6
SS: 0.8 ~ 1.6
Flux-Cored: 0.6 ~ 1.6
Al Mg: 1.0 ~ 1.6
Clase de protección
89
Eficiencia (%)
0.9
Dimensiones (mm)
IP23S
Peso neto(Kg)
Largo:710 Ancho:265 Alto:490
Factor de potencia (%)
36
Panel de Control
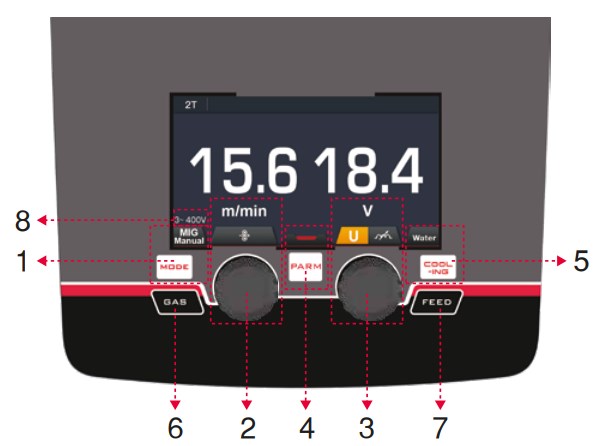
Panel en modo GMAW manual
1. Botón de modo de soldadura: Presiónalo para seleccionar el modo de soldadura MIG Manual. 2. Perilla de parámetros L: Gírala para ajustar la velocidad de alimentación del alambre. En la interfaz de parámetros funcionales, gírala para seleccionar parámetros. 3. Perilla de parámetros R: Gírala para ajustar los parámetros
4. Botón de parámetros funcionales 5. Botón de modo de enfriamiento: Presiónalo para seleccionar el modo de enfriamiento por agua. 6. Botón de verificación manual del gas de protección. 7. Botón de alimentación manual de alambre 8. Voltaje de entrada
Interfas de funciones GMAW manual
1. Modo de gatillo: 2T / 4T. 2. Tiempo de preflujo: 0~5s 3. Tiempo de postflujo: 0~10s 4. Retracción del alambre (Burnback): 0~10. 5. Alimentación lenta: 0~5. 6. Pistola de carrete (Spool gun): ON/OFF.
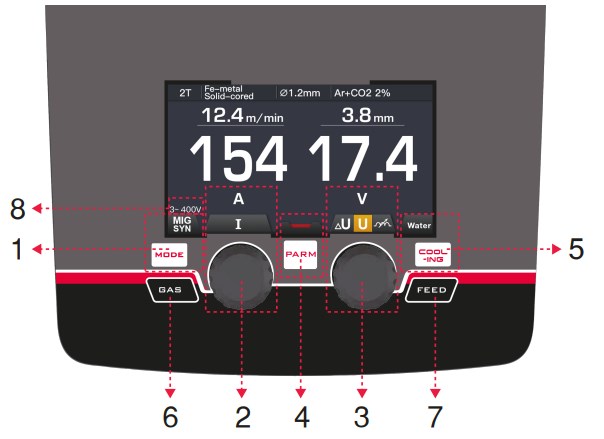
Panel en modo GMAW SYN
1. Botón de modo de soldadura: Presiónalo para seleccionar el modo de soldadura MIG SYN. 2. Perilla de parámetros L: Gírala para ajustar la velocidad de alimentación del alambre. En la interfaz de parámetros funcionales, gírala para seleccionar parámetros. 3. Perilla de parámetros R: Gírala para ajustar los parámetros
4. Botón de parámetros funcionales 5. Botón de modo de enfriamiento: Presiónalo para seleccionar el modo de enfriamiento por agua. 6. Botón de verificación manual del gas de protección. 7. Botón de alimentación manual de alambre 8. Voltaje de entrada: Muestra el valor del voltaje de entrada
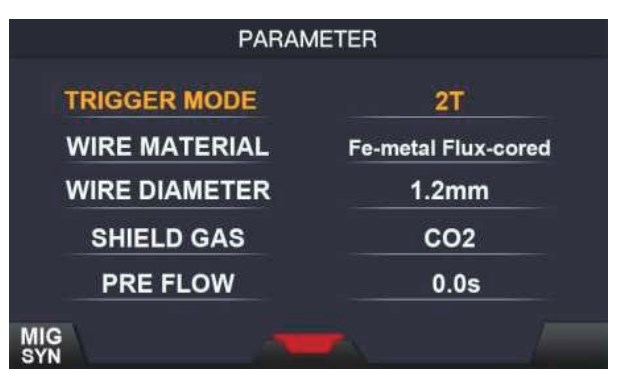
Interfas de funciones GMAW SYN
1. Modo de gatillo: 2T/ 4T. 2. Material del alambre: SS con núcleo sólido / Fe con núcleo sólido / Fe con núcleo con fundente / Al-Mg con núcleo sólido / CuSi. 3. Diámetro del alambre: 0.6~1.2 mm para BT MIG 350 (1.6 mm para BT MIG 500). 4. Gas de protección: CO2 y Ar+CO2 20%. 5. Tiempo de preflujo: 0~5 s.
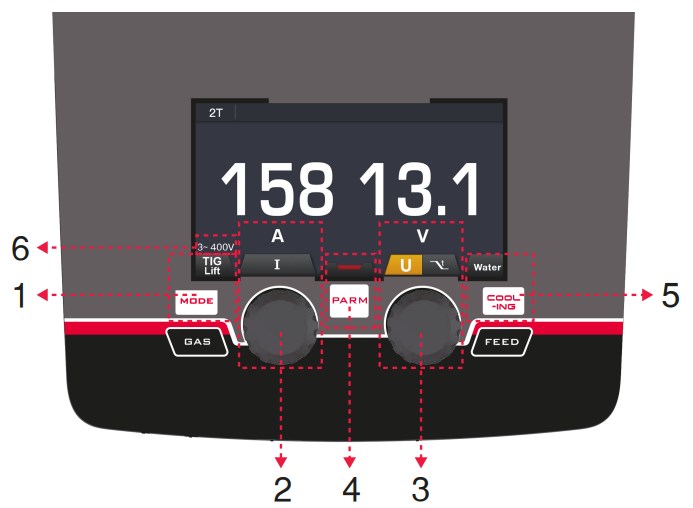
Panel en modo GTAW
1. Botón de modo de soldadura: Presiónalo para seleccionar el modo de soldadura TIG Lift. 2. Perilla de parámetros L: Gírala para ajustar la corriente de soldadura. En la interfaz de parámetros funcionales, gírela para seleccionar parámetros. 3. Perilla de parámetro R: Gírela para ajustar el tiempo de descenso de corriente (Down Slope) y otros parámetros.
4. Botón de parámetros funcionales 5. Botón de modo de enfriamiento para seleccionar el modo de enfriamiento por agua. 6. Voltaje de entrada
Interfas de funciones GTAW
1. Modo de gatillo: 2T/ 4T. 2. Tiempo de preflujo: 0~2s. 3. Tiempo de postflujo: 0~10s
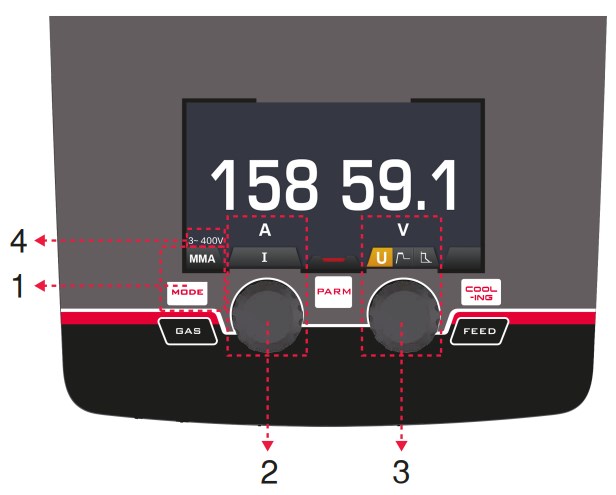
Panel en modo SMAW
1. Botón de modo para seleccionar el modo de soldadura MMA. 2. Perilla de parámetro L: Gírela para ajustar la corriente de soldadura. 3. Perilla de parámetro R: Presiónela para seleccionar Hot Start o Arc Force y gírela para ajustar los valores. 4. Voltaje de entrada