Nuestras máquinas de soldar HIZOTIG 285MV se adaptan automaticamente al voltaje de entrada, permitiendo trabajar en corriente monofásica de 110V a 230V y en trifásica de 230V a 460V, garantizando un rendimiento óptimo en diversas condiciones de energía
Monofásica y trifásica
Pulsado
Guarda y carga parámetros
Protección en caso de variación de voltaje de alimentación hasta 550V
Activa el ventilador del equipo solo si es necesario, reduciendo el ruido y uso de energía.
A prueba de humedad salinidad y corrosión
Amigable con generadores
Protección por pérdida de fase
Sistema de control MCU
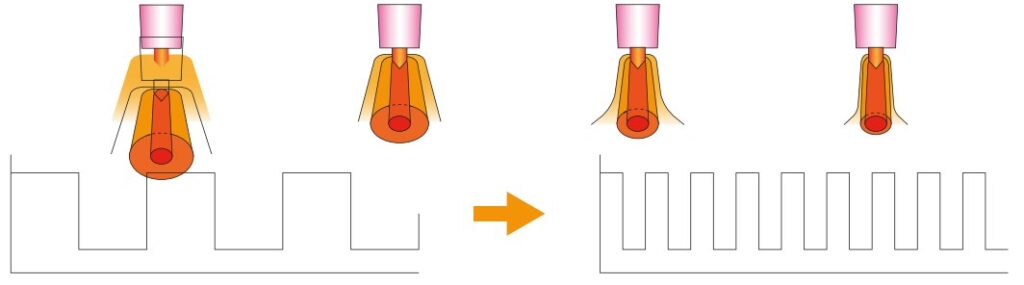
Frecuencia de Pulso
La frecuencia de pulso DC-TIG puede ser ajustada en el rango de 0.1 – 999Hz; el rango controlable de concentración de arco se mejora aun más, lo que favorece la soldadura de placas delgadas y la soldadura rápida.
Opcionales
1. Antorcha TIG 3m con potenciómetro 2. Control (Handy Center 20m) 3. Pedal wireless 20m 4. Pedal wireless 3m
Parámetros
Alimentación (VAC)
1~ 110 ± 10%
1~ 230 ± 10%
3~ 230 ± 10%
3~ 400/460 ± 10%
Procesos
SMAW
GTAW
SMAW
GTAW
SMAW
GTAW
SMAW
GTAW
Corriente de entrada nominal (A)
42.7
24
29.2
19.8
19.6
13.7
17.8
13
Potencia de entrada nominal (KVA)
4.67
2.63
6.7
4.54
7.8
5.5
14.2
10.4
Rango de amperaje (A)
10 ~ 130
5 ~ 130
10 ~ 200
5 ~ 200
10 ~ 120
5 ~ 220
10 ~ 285
5 ~ 285
Voltaje en vacío (V)
10.3
80
10.3
80
10.3
80
10.3
84
Ciclo de trabajo (40°C 10min)
60% 130A
60% 200A
60% 220A
60% 285A
100% 100A
100% 155A
100% 170A
100% 220A
Rampa de subida y caída (S)
0 ~ 10
Pre/Postflujo (S)
0.1 ~ 2.0 / 0.0 ~ 10.0
Frecuencia de pulso (Hz)
0.5 ~ 999
Ancho de pulso (%)
5 ~ 95
Eficiencia (%)
88
Factor de potencia
0.9
Clase de protección
IP21S
Refrigeración
AF
Peso neto (Kg)
18
Dimensiones (mm)
L:90, A:200, AL:370
ALIMENTACIÓN MONOFÁSICA
Alimentación (VAC)
1~ 110 ± 10%
1~ 230 ± 10%
Procesos
SMAW
GTAW
SMAW
GTAW
Corriente de entrada nominal (A)
42.7
24
29.2
19.8
Potencia de entrada nominal (KVA)
4.67
2.63
6.7
4.54
Rango de amperaje (A)
10 ~ 130
5 ~ 130
10 ~ 200
5 ~ 200
Voltaje en vacío (V)
10.3
80
10.3
80
Ciclo de trabajo (40°C 10min)
60% 130A
60% 200A
100% 100A
100% 155A
Rampa de subida y caída (S)
0 ~ 10
Pre/Postflujo (S)
0.1 ~ 2.0 / 0.0 ~ 10.0
Frecuencia de pulso (Hz)
0.5 ~ 999
Ancho de pulso (%)
5 ~ 95
Eficiencia (%)
88
Factor de potencia
0.9
Clase de protección
IP21S
Refrigeración
AF
Peso neto (Kg)
18
Dimensiones (mm)
L:90, A:200, AL:370
ALIMENTACIÓN TRIFÁSICA
Alimentación (VAC)
3~ 230 ± 10%
3~ 400/460 ± 10%
Procesos
SMAW
GTAW
SMAW
GTAW
Corriente de entrada nominal (A)
19.6
13.7
17.8
13
Potencia de entrada nominal (KVA)
7.8
5.5
14.2
10.4
Rango de amperaje (A)
10 ~ 120
5 ~ 220
10 ~ 285
5 ~ 285
Voltaje en vacío (V)
10.3
80
10.3
84
Ciclo de trabajo (40°C 10min)
60% 220A
60% 285A
100% 170A
100% 220A
Rampa de subida y caída (S)
0 ~ 10
Pre/Postflujo (S)
0.1 ~ 2.0 / 0.0 ~ 10.0
Frecuencia de pulso (Hz)
0.5 ~ 999
Ancho de pulso (%)
5 ~ 95
Eficiencia (%)
88
Factor de potencia
0.9
Clase de protección
IP21S
Refrigeración
AF
Peso neto (Kg)
18
Dimensiones (mm)
L:90, A:200, AL:370
Panel de Control
Panel en modo GTAW (HF/LIFT)
1. Botón de modo de soldadura: Presiónelo para ingresar al modo de soldadura HF TIG o Lift TIG. 2. Botón de modo de gatillo: Presiónelo para seleccionar el modo de gatillo 2T o 4T. 3. Botón de función de soldadura: Presiónelo para seleccionar la función de soldadura Sin Pulso/Pulso/Multispot/Spot único. (La función Spot no está disponible en el modo Lift TIG). 4. Botón de función A: Presiónelo para seleccionar el tiempo de pre-gas, la corriente de inicio del arco y el tiempo de rampa ascendente. 5. Botón de función B: Presiónelo para seleccionar el tiempo de rampa descendente, la corriente de finalización del arco y el tiempo de post-gas.
6. Perilla de selección/ajuste de parámetros: Presiónela para seleccionar la corriente de soldadura y otros parámetros. Gírela para ajustar el valor de los parámetros. 7. Botón de selección de modo de enfriamiento: Presiónelo para seleccionar el enfriamiento por agua 8. Pantalla de voltaje de entrada 9. Pantalla de corriente: Muestra la corriente de soldadura durante la operación, de lo contrario, muestra la corriente seleccionada. 10. Pantall de voltaje de soldadura 11. Pantalla de modo de enfriamiento 12. Botón de diámetro: Presiónelo para seleccionar el tamaño de diámetro.
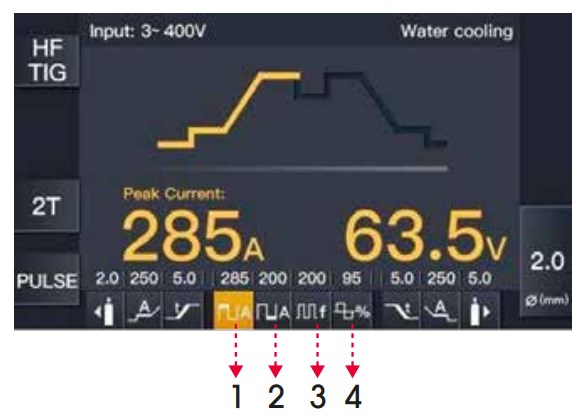
Panel en modo GTAW (Pulsado)
1. Corriente pico: 10~285A 2. Corriente base: 10~285A, pero menor que la corriente pico 3. Frecuencia de pulso: 0.5~999Hz 4. Ancho de pulso: 5~95%
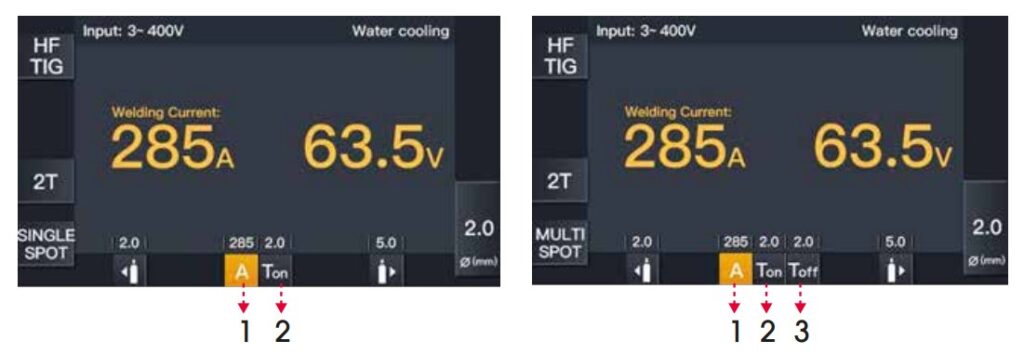
Panel en modo GTAW (SPOT / MULTI SPOT)
1. Pantalla de corriente: 5~285A 2. Pantalla de Ton: 0.2~1.0s (Tiempo de encendido del arco en soldadura por puntos TIG.) 3. Pantalla de Toff: off~10.0s (Tiempo de apagado entre puntos de soldadura)
Panel en modo JOB
1. Pantalla de modo de soldadura: Muestra los estados de soldadura seleccionados. 2. Pantalla de parámetros: Muestra todos los valores de los parámetros seleccionados. 3. Número de JOB: Se pueden almacenar o llamar hasta 10 configuraciones de parámetros (JOB 1~10) mediante el botón JOB 4. Pantalla de carga /eliminación: Presione el botón de Función A/B para cargar o eliminar la configuración de parámetros del número de JOB seleccionado.
Panel en modo SMAW
1. Botón de modo de soldadura: Presiónalo para ingresar al modo de soldadura MMA. 2. Botón de Hot Start: Presiónalo para seleccionar Hot Start. 3. Botón de Arc Force: Presiónalo para seleccionar Arc Force. 4. Perilla de ajuste de parámetros: Gírala para ajustar la corriente de soldadura y los valores de Hot Start y Arc Force. 5. Pantalla de corriente: Muestra la corriente de soldadura durante la operación; de lo contrario, muestra la corriente seleccionada. 6. Pantalla de voltaje de soldadura: Muestra el voltaje de soldadura. 7. Pantalla de voltaje de entrada: Muestra el voltaje de entrada.
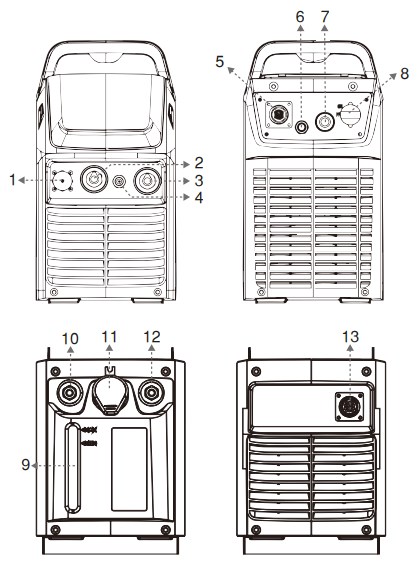
Panel Frontal
1. Conector de control de la antorcha TIG. 2. Salida negativa (-). 3. Salida positiva (+). 4. Conector de gas de la antorcha 5. Conector para conectar el recirculador 6. Entrada de gas 7. Entrada de fuente de alimentación 8. Interruptor de encendido 9. Calibración del nivel de agua.* 10. Entrada de agua de retorno para TIG (roja).* 11. Entrada: Desde aquí se puede inyectar agua, refrigerante, anticongelante, etc., en el tanque. 12. Salida de agua para TIG (azul).* 13. Conector de control de enfriamiento por agua.*